HovstaSX360
-
Posts
300 -
Joined
-
Last visited
-
Days Won
14
Content Type
Profiles
Forums
Events
Everything posted by HovstaSX360
-
Kul att se och följa ett Pirayabygge. :)/> Jag hade för drygt 20 år sedan en Piraya och ambitionen att bygga mittmotorbil med fackverkschassi av den. Tyvär räckte varken pengar, tid eller kunskap riktigt till och efter ett längre bygguppehåll gavs den bort. Här kan du läsa lite om RPB. http://users.burtrask.com/rpb/ Min gamla bil är med i registret (ERX 416) och verkar som att den kan bli färdig den här gången.
-
I dag hämtade jag några bitar som jag fått utskurna till absolut lägsta pris :)/>

-

Kinnekulle 2013 med grillning 5 juli & bankörning 6 juli
HovstaSX360 replied to cealm's topic in Evenemang och träffar
1. Michael Öhrström Wesstfield Hayabusa 2. Fredrik Pousard, fege, MNR - R1 3. Bjarne Bjurström, Hayabusa 4. Per Adelsson & Jonny Tomsen, 5. Joacim Järkeborn/Jocke4u - Westfield 6. Björn Emanuelsson / Kilkenny - Emekseven 7. Bengt Löwenhamn / BeLo - Suntec 7 8: Stefan Larsson / HovstaSX360 - Caterham Blackbird S3 -
Det är väl för att man VILL ha en camberförändring vid roll som man har kortare bärarm överst så att inte hjulet ska luta utåt när bilen gör det vid kurvtagning. Som en följd av det hamnar fästena i chassit som dom gör. Det finns ett litet enkelt program som jag tror någon på forumet gjort där man kan prova dom här grejerna. Casim har jag för mig att det heter.
-
Tack, det är roligt att bilderna uppskattas. :)/> Nybörjarstatusen syns väl främst i skrotlådan och på hur mycket tid som läggs ner på tillverkning och framförallt på att klura ut hur jag ska göra. Jag brukar "träna" på finbearbetningen under själva grovbearbetningen och därför tar grovbearbtnengen ganska läng tid. För övrigt verkar inte maskinerna gilla särskilt "grova" tag i alla fall. Som tur är har jag inte behövt kassera så mycket då mina värsta blunders skett under grovbearbetning/träning. Dumpventilen har jag inte gjort själv. Jag har handlat aluminium på flera olika ställen I Örebrotrakten Stälshopen- grossist där jag köpt lite längre stångmaterial. Abat-tillverkar aluminiumluckor och har plåt för det. Har köpt rör o 5mm plåt där. Bista mekan- svetsverkstad som har en del plåt på hyllan. Ekonomidelar- plåt o svetsverkstad som också har en del plåt hemma och vattenskärningsutrustning. Arne S Andrsson i Frövi- tillverkar dosfräsar och har därför stångmaterial i varierande diametrar. Sista biten på en stång går inte att såga i hans bandsåg och såna har jag köpt några stycken. Det materialet är dessutom det som varit tacksammast att bearbeta då det blir korta spånor och inte kladdar så mycket.
-
Tack för de positiva kommentarerna. :) Jodå jag har funderat på en extra rad med spridare ner i trattarna. Särskilt eftersom jag redan har en extra motor med spjällhus och spridare. Till att börja med lär det inte behövas då det laddtryck och effekt jag tänkt mig i första skedet (0,7-0,8 Bar och 50% effektökning) inte är mer än orginalspridarna klarar av (enligt turbotrimmarna på CBRXX-forumet). Efter det kan man behöva mer bränsle men ska man ha spridarna riktade rakt in i trattarna kommer dom att sticka ut ovanför huven och det vill jag inte. I alla fall inte nu. Man kan ju också ersätta spjällhusen med en distans som har plats för dubbla spridare eller helt enkelt byta till större.
-
Så här blev det med de senaste delarna påskruvade på plenum/intercoolern. Dumpventilen ska användas som säkerhetsventil för eventulla baktändningar och styrs inte av vakum som vid en turboinstallation. Hålet på andra sidan är för eventuella framtida ventiler. Jag har tänkt att använda trotteln före kompressorn till att börja med då det är normalsättet vid deplacementkompressorer. Spjällhusen kommer att ha sina spjäll helt öppna. Jag har dom kvar för att det var enklast så eftersom spridarna sitter i dom. Dessutom har jag läst om andra som har gjort på det andra sättet och trycker mot spjällen och fått en väldigt bra respons på motorn. Genom att ha kvar spjällhusen har jag möjlighet att enkelt prova den metoden längre fram. Att trycka mot spjällen med deplacementkompressor har lite andra avigsidor så därför räknar jag det som överkurs och sparar det till senare.


-
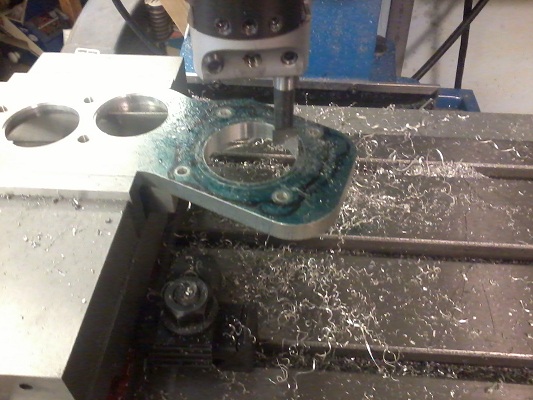
Att göra ett litet slätt lock av en plåtbit ska väl gå ganska snabbt att göra trodde jag. Här följer en lite mer detaljerad redovisning över tillverkningen av en liten simpel del som tar mycket längre tid än vad jag någonsin skulle gissat innan jag började med det här. Jag är nybörjare på det här och detta får illustrera turerna för en sådan som skaffat maskiner och provar sig fram med tillverkning. Mer erfarna har säkert andra tillvägagångsätt. För att fästa plåtbiten i svarven tog jag en spillbit aluminiumaxel och svarvade änden slät. Borrar och gängar den Borrar plåtbiten fast inte helt igenom och gängar och skruvar fast en avkapad bult. Sätter upp den i svarven och sticker av den. Hade inget bra stål till det här så det blir att byta verktyg många gånger o köra från olika vinklar. Kör dessutom sakta och står lite vid sidan av för den här uppsättningen känns inte helt säker. Här är den färdig i svarven. Här riktas biten upp i rundmatningsbordet för att hålen senare ska hamna på rätt plats. Hålen borras och försänks. Sedan fräses material mellan fästöronen bort och biten vänds. Nu blev det lite krångligare att sätta fast och centrera biten med fyra fästöron i en trebackschuck. Den måste dessutom riktas både radiellt och på höjden så att oringspåret blir lika djupt runt om. Lite muttrar o tunn aluminumplåt så går det vägen. Fräser först ett spår för o-ring med en smal pinnfräs och sedan tar jag bort lite material i mitten. Locket är till för att täcka ett hål för eventuella framtida anslutningar på plenumets gavel och fästhålen borras här. Jag är glad att jag köpte digitalskalorna. Dom gör all uppsättning så mycket enklare och säkrare. Bultcirklar t.ex är bara att skriva in hur man vill ha dom och sedan flytta bordet efter vad som står i displayen. Det stora hålet "grovborras" med en hålsåg, och finborras med borrhuvudet. Längst ner till höger är det färdiga locket. Det är inte bara bearbetningen som tar tid. Väldigt mycket tid går åt till att sätta upp bitarna och byta verktyg.














-
Idag var jag ledig och kunde spendera hela dagen på mina leksaker. Jag har inte kunnat släppa det här med att vatten blocken var onödigt stabila och funderade på hur de kunde se ut om man tog bort lite mer material. Svårt att visualisera och mina försök i Cadprogrammet gick inte så bra så jag gjorde en bit lite slarvigt bara för att se ungefär hur det kunde bli. Provade lite olika radier på avfasningarna också. Tror att vattenblocken blir snyggast som dom är och med tanke på jobbet och att det bara kan röra sig om 200-300 gram så avfärdar jag tillsvidare tanken på att bearbeta dom mer. Började med nästa detalj, mätte lite och gjorde en enkel skiss. Satte upp en aluminiumklump på planskivan och grovsvarvade änden platt. Borrade med stegvis större borr från änden. Efter det får jag in ett svarvstål o kan svarva ur till färdigt mått. Sedan svarvades änden fin. Sedan svarvades biten ner till färdigt mått på delens största diameter. Därefter de andra diametrarna och jag glämde visst ett oringsspår på änden. Färdig i svarven och här sticks den av. Uppsatt i rundmatningsbordet och här var det lätt att fräsa av graderna som blev vid avstickningen. Här borras fästhålen. Bara att veva fram 90 grader för varje hål. Eftersom jag gjorde flänsen lite avsmalnande så måste hålen försänkas för att få en plan yta att dra skruvarna mot. Tar bort lite material mellan fästhålen dels för att jag tycker det blir snyggare men också för att delen annars skulle sticka ut utanför ytan den ska skruvas fast på. Efter lite avgradning och puts med dremeln är den färdig. Är det någon som kan gissa vad det är ? 10.00-23.00 och en enda bit blev färdig, inte konstigt det går så skakta framåt. :)/>/>













-
Är det något särskilt du vill se så kanske jag har fler bilder. Det blir en del bilder på olika "mellanstadier" dock inte så många under tillverkningen. Jag är nybörjare med maskinerna och får klura en hel del på uppsättningen innan jag kan göra en bit. Gör dessutom en hel del misstag men lär mig något hela tiden. Vattenblocken gjordes först kvadratiska ock sedan borrades alla hålen. Efter det frästes radien längs med långsidorna. Sedan sattes dom upp i rundmatningsbordet där först den raka vertikala delen av gaveln frästes och därefter radien högst upp. Här klantade jag mig och gjorde överfallet som håller fast biten lite för långt vilket gjorde att fastspänningen kom lite för långt ut på rundmatningsbordet som sprack när jag drog fast biten. Dessutom borde jag ha fräst den platta delen där slanganslutningen ska sitta innan jag gjorde gaveln rund för då hade biten suttit bättre fast under bearbetningen. Nu fick jag ta väldigt försiktigt för att den inte skulle lossna. Egentligen vill jag ta bort mer material på de här bitarna men har redan lagt ner så mycket tid på dom och vill komma vidare så det får bli senare.


-
Det här ska bli anslutningsblocken för vattnet till intercoolern. Jag skulle behöva en bandsåg att kapa material med men får göra så här tillsvidare. Till slut blev dom så här. De ska bara gängas för slanganslutningen sen är dom klara att användas men dom känns lite onödigt tunga. Jag kanske tar bort lite mer material senare.


-
Precis som Thomas säger. Jag antar att du har ett 16A trefasuttag. "Omvandlaren" du nämner gissar jag att är en övergångskabel med ett vanligt skarvuttag i andra änden. Den enda omvandlingen som i så fall skett är typen av stickkontakt och det är max 16A som gäller. I o för sig 6A mer än i de flesta bostäders 220V vägguttag men kanske inte tillräckligt för att utnyttja svetsens fulla kapacitet. Men nu vet jag att vanliga smältproppar håller ganska länge för större strömstyrka än det nominella värdet så det kan kanske hålla i alla fall. Men huvudsäkringarna är ju oftast så små man kan ha för att minimera nätavgiften så bered dig på att byta dom särskilt om det tvättas eller lagas mat samtidigt som du svetsar. På vintern när värmen är på för fullt har man också lite begränsad reservkapacitet för svetsen.
-
Jag var tvungen att gå ut o kolla. Jag mindes lite fel, det står 28A på skylten. Vet inte varför den drar lite mer än den du köper. Men även den kräver mer än du kan få ut i ett vanligt vägguttag med 10 eller 16 A o det var vad jag ville belysa. Själv tog jag för givet att en enfasmaskin skulle klara sig med max 16A men det var fel.
-
För att göra det lite tydligare för dom som inte är så insatta i ellära. För att få ut samma effekt så kommer enfasmaskinen dra tre gånger så mycket ström på sin enda fas som som trefasmaskinen gör på var och en av sina tre faser. Det betyder att en av huvudsäkringarna belastas extra mycket (kanske för mycket).
-
Jag vet att somliga köper en enfassvets för att slippa installera trefasuttag med allt vad det innebär. Men om det är huvudskälet till att välja enfasmaskinen kanske man ska tänka om. Jag köpte nämligen en enfaskinasvets med 200A kapacitet http://www.ebay.co.uk/itm/aluminium-IGBT-TIG-AC-DC-ARC-plasma-cuter-4-functions-/110734076873?pt=LH_DefaultDomain_3&hash=item19c843ebc9 och på dataplåten står det att den ska matas med 1-fas 220V 32A !!!. Inte så stort problem för min egen del då jag är elektriker och helt enkelt satte upp ett 32A 3-fasuttag säkrat med 25A där jag bara använder en fas. Jag kan ju tillfälligt säkra upp huvudsäkringarna till 25A om det skulle behövas men inte mer. Kan vara värt att tänka på innan man väljer.
-
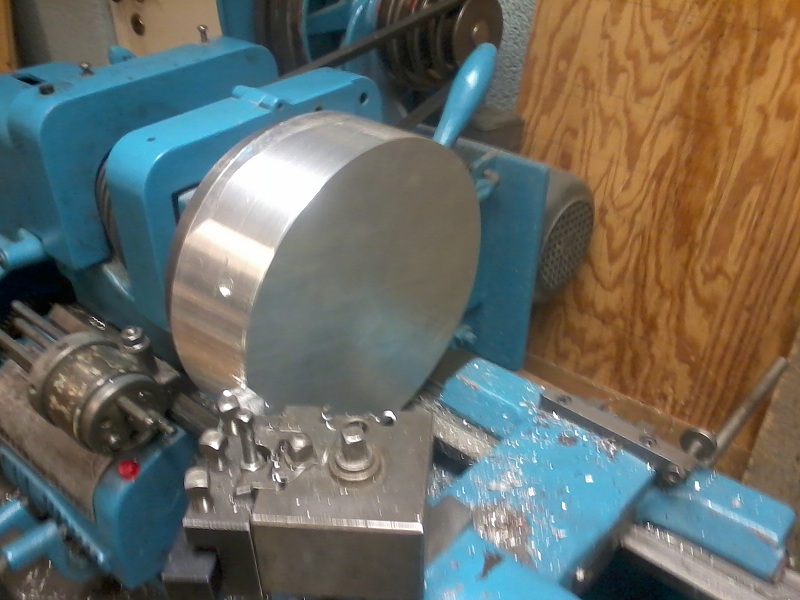
Mellandagarna användes till att förvandla en aluminiumklump till remhjul. De små hålen närmast centrum ska användas för verktyg att hålla mot med när centrimbulten ska dras åt. Det lilla hjulet har också hål för att hålla emot med när hakmuttern ska dras åt. Måste ju provmontera för att se hur det sur ut.




-
Tack för det. :)
-
Jag hade också tänkt skaffa några lämpliga Coil On Pluggs. Skulle du kunna mäta längden och diametern på långa smala delen av spolen? Jag kanske kan använda dom till min Blackbird.
-
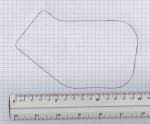
En bekant skar ut intercoolergavlarna åt mig, med vatten... ! Bra blev det i alla fall. :)/>/>/>/>/> Bredvid ligger en kinesisk pump med borstlös motor som enligt märkskylten ska kunna pumpa 2150 l/h medan den drar endast 3.8A. Här är hålen för laminovastavarna färdiga. Bitarna passar ihop så tight att jag kunde provmontera fast det inte är svetsat ännu. Flänsen för kompressorutloppet och avlastningsventilen är också på plats. Önskar att jag kunde/vågade svetsa aluminiumen själv men det är nog säkrast att jag lämnar bort svetsjobbet igen.




-
Tack Pelle, tänkte också utgå från dimensionen på anslutningarna på pump och kylare men dom är lite mindre än dina så 16mm slang passar nog bäst. Intercoolern bygger jag själv och ska se till att det lätt går att byta till större ledningar om det behövs.
-
Jag har läst igenom hela tråden i ett sträck nu och imponeras av det fina bygget. Tråkigt med de oturliga motgångarna bara. Jag är intresserad av din vattenkylda intercooler då jag håller på med ett sånt bygge själv. Vad har du för dimensioner på vattenledningarna och kapacitet på vattenpumpen. Jag undrar också varför du har just de dimensionerna ? Själv bygger jag med Laminovastavar och hade tänkt använda en 30 l/min impellerpump och en stor oljekylare (35x20cm) för att kyla vattnet men har egentligen bara gissat mig till dimensioneringen. Man är ju dessutom lite begränsad av utrymmet under huven.
-
De slitsade tuberna till intercoolern som ska husera laminovastavarna blev färdiga idag.

-
För att se till att jag inte bygger för högt så sågade jag till en bräda som följer undersidan på huvan (ungefär) och fäste den med några stag i motorn. Sedan riggade jag upp anordningen på projektmotorn. Plenumet sticker upp lite grand. :(/> Jag har byggt enkla modeller och provat lite olika layouter på intercoolern och så här kommer det troligen att bli. Den får plats under huven med god marginal, den sitter faktiskt på plats även i förra bilden.


-
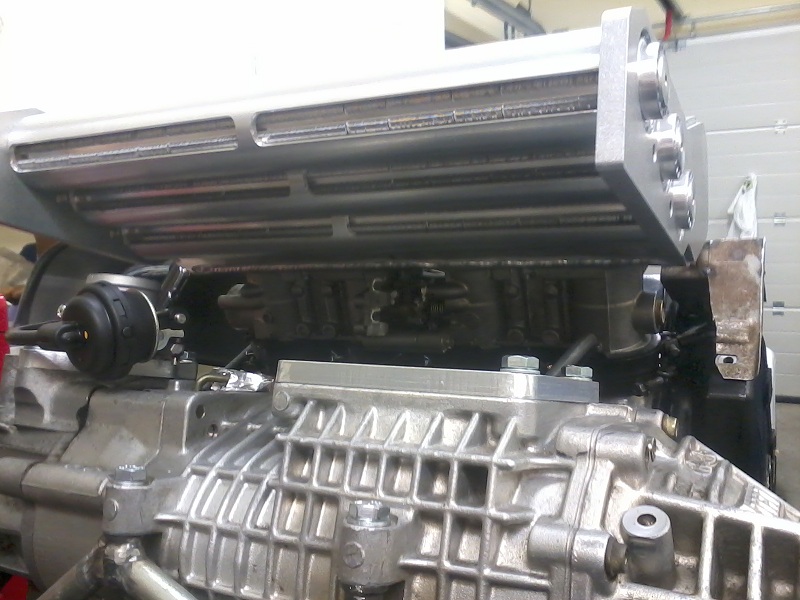
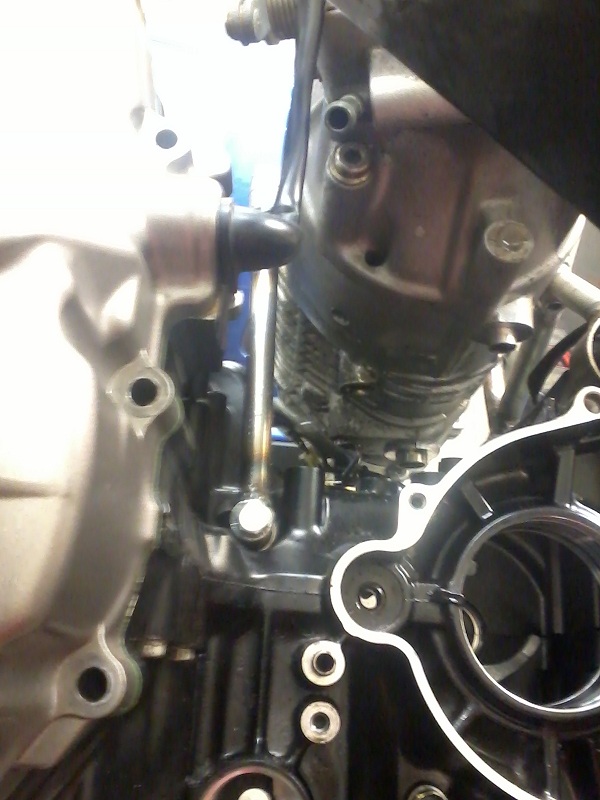
Nu är toppen tillbaka på motorn och här kan man se kompressorns fästen. En del av fästena sitter i vad som ursprungligen var fästen för justeringen av de exentriskt upphängda balansaxlarna. Eftersom jag bestämt mig för att ta bort balansaxlarna blev de lämpliga fästpunkter för kompressorn. :)/>/>/> Svetsarna blev inget vidare men efter att ha reparerat migsvetsen går det mycket bättre att svetsa så jag kanske gör om dom senare. Det bakre fästet sitter i motorfästet som även används för att hänga upp motorn i bilen. Caterhams motorfäste består av två rör bultade i det nedre ramröret som avslutas med en hylsa med gummibussning som kommer att sitta i hylsan på kompressorfästet. Hylsan på kompressorfästet kommer att jackas ur för de nedåtgående rören. Mellan kompressorn och plenumet ska det få plats laddluftkylare och avlastningsventil. Svetstråden på plåtgrejen som är fäst på ventilkåpan motsvarar ungefär motorhuven. Det verkar som att det kommer att få plats utan hål i huven. :)/>/>/>






-
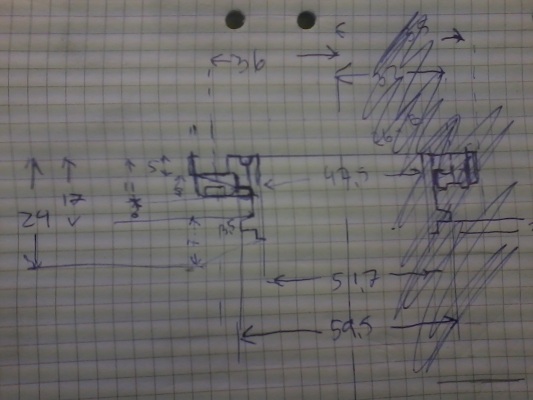
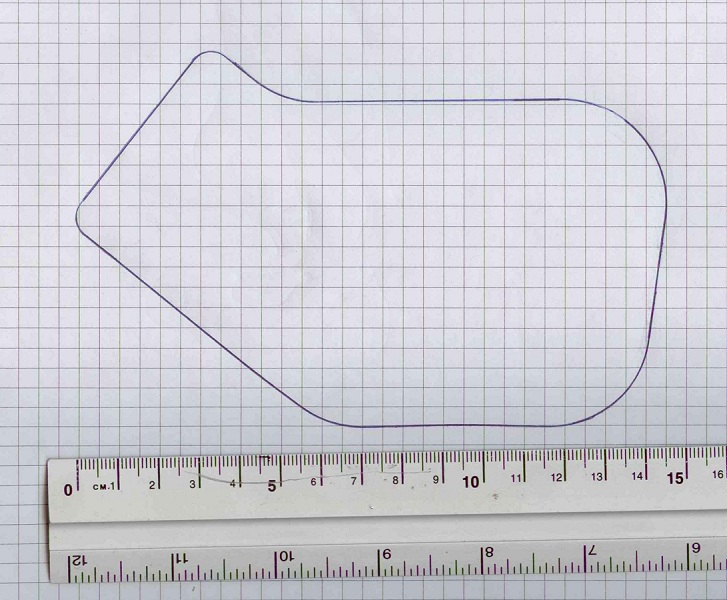
Jag förstår att du trodde det var upp o ned. Anledningen att jag satte den på det viset är att jag vill ha utrymme runt trattarna. Jag hade helst sett att plenumets uppåtvinklade bit hade varit paralell med översidan eller lite nedåtvinklade som du hade tänkt dig. Jag kanske sågar upp det och gör om det lite grand, vi får se när det kommer på motorn. I min bil är det plenumets "runda hörn" närmast topplocket som är högst upp. Jag vill helst slippa göra hål i huven och hoppas det räcker att fasa av lite på "hörnet" av plenumet längst fram på bilen. Har ritat av plenumet utsida i ett kollegieblock. Rutorna är 5mm och pennspetsen la till ungefär 1 mm.