Göran Nilsson
-
Posts
664 -
Joined
-
Last visited
-
Days Won
109
Content Type
Profiles
Forums
Events
Everything posted by Göran Nilsson
-
Val av huvudsäkring och huvudströmbrytare
Göran Nilsson replied to Johan Iwdal's topic in Elektronik & Belysning
Jag har ingen "huvudsäkring" som går till allt inklusive startmotor men huvudströmbrytare är bra att ha. En startmotor behöver väl ca 300 Amp men en högkompression V8 kan säkert dra 900 Amp. -
Jag tror att massiv stång är bättre än rör, 8x16mm, det ger lite flex och frestar därmed inte infästningspunkterna heller.
-
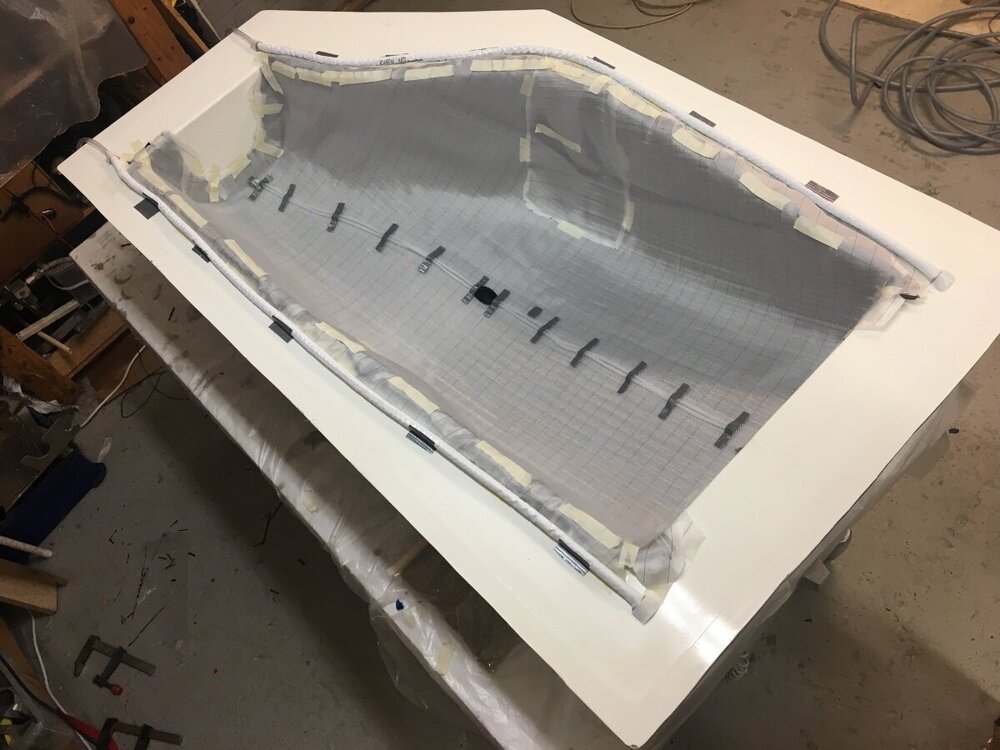
Det var så mycket pyssel som jag trodde men nu har jag i alla fall kommer så här långt denna veckan. 6 lager kolfiber , 9 meter gick det åt och en hel del spraylim för att få det på plats. Jag har ingen aning hur spraylimmet påverkar flödet av epoxin men limmet är iallafall kompatibelt med epoxi och används i industrin. Det ska bli både spännande och intressant att se hur det blir när jag fått resten av materialet på plats, flödesnätet och vacuumpåsen men det blir i nästa vecka.


-
Bind ihop ändarna med ett rundjärn så krokar man inte i så lätt 🪝
-
Jag brukar skjuta upp det som är besvärligt, så blev det med denna delen också , men nu tog jag tag i den igen. Efter att jag la på topplack har jag slipat ytorna lite lätt med 2000 papper och gjort en snabb maskinpolering, detta för att ta ner dammkorn och dyligt. Jag hade en gammal bordsduk som jag la och formade på pluggen, klippte den och förde sedan över utbredningen på papper. Nu ska ska jag vaxa pluggen 4 gånger med Partall Paste #2.


-
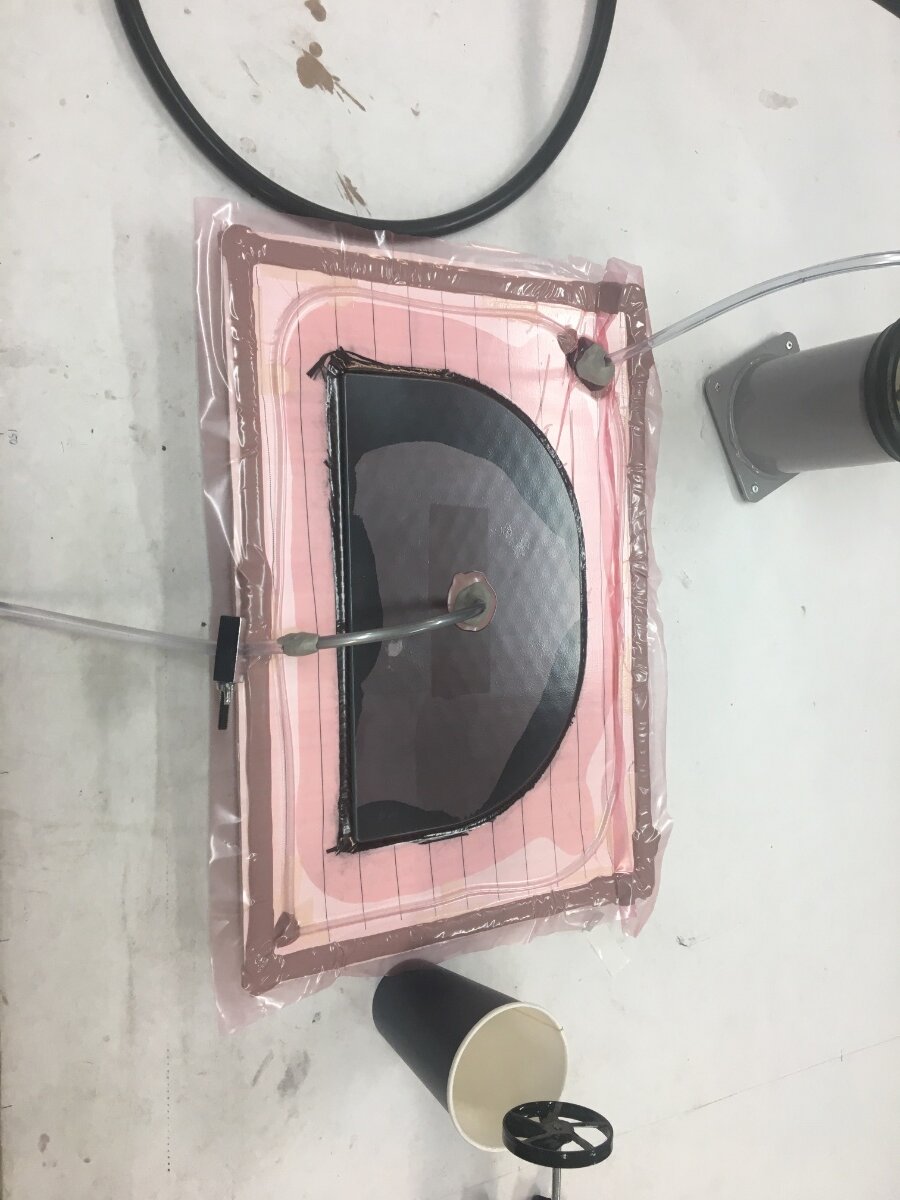
Ja ja, lättare när man gjort en felfri trodde jag men nej. Allt gick bra med högersidan till en kort stund in i epoxipåfyllningen då började vacuumpåsen läcka och jag hittade inte hålet. Snabbt gjorde jag en ny påse som omslöt hela formen men det löste inte problemet. Den gjutna delen blev givetvis kass. Förmodligen var det genomföringen på påsen som läckte in luft. Efter att modifierat genomföringen så gjorde jag ett nytt försök att gjuta högersidan och nu gick det utan problem.

-
.
-
Nu äntligen lyckades jag att gjuta en felfri del i mitt ”verktyg”. Visserligen blev den 0,3mm tjockare i godset än planerat 1,5mm men i övrigt var den bra. Det gick åt lite mer epoxi än vad jag hade beräknat och nu förstår jag varför. Om jag ska tillverka delar enligt denna metoden fler gånger ska jag göra handelen lite kraftigare, fler lager mer infill i printen. Nu kunde jag inte dra på fullt vacuum för att det började knaka i den printade delen. Så nu är det bara att gjuta högersidan också, allt är så mycket lättare när man vet hur man ska göra 😎.
-
Jag söker firma som breddar och flyttar ET på Stålfälgar. Vilken firma rekommenderas ?
-
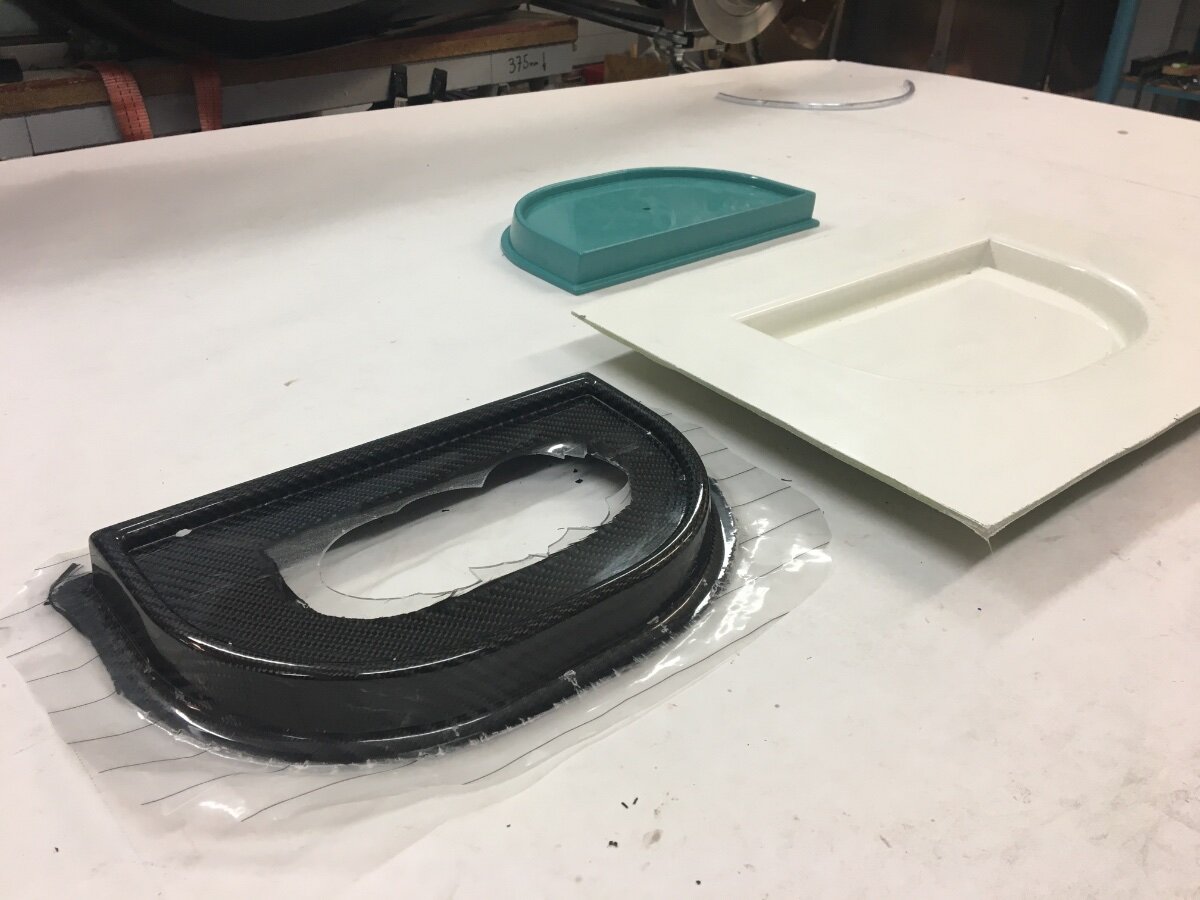
Nu är jag tillbaka på ruta ett när det gäller sidepod-nos, skrivit ut nya pluggar, slipat och grundmålat, och lagt på en topplack. Gjutit formarna och med det var jag lite överoptimistisk och la fyra lager glasfiber på pluggarna, det blev väldigt varmt när det härdade. På grund av värmen så hade pluggen klibbar fast på några ställen, det syns på bilden som gråa grundfärgfläckar. Lite finputsning sedan kan jag gjuta med kolfiber. Vis av erfarenhet från sidepod-nos där jag försökte att inte lägga en topplack och där pluggen inte släppte från formen har jag lackar ramen till sitsbrunnen.



-
625kg var väl jättebra !?
-
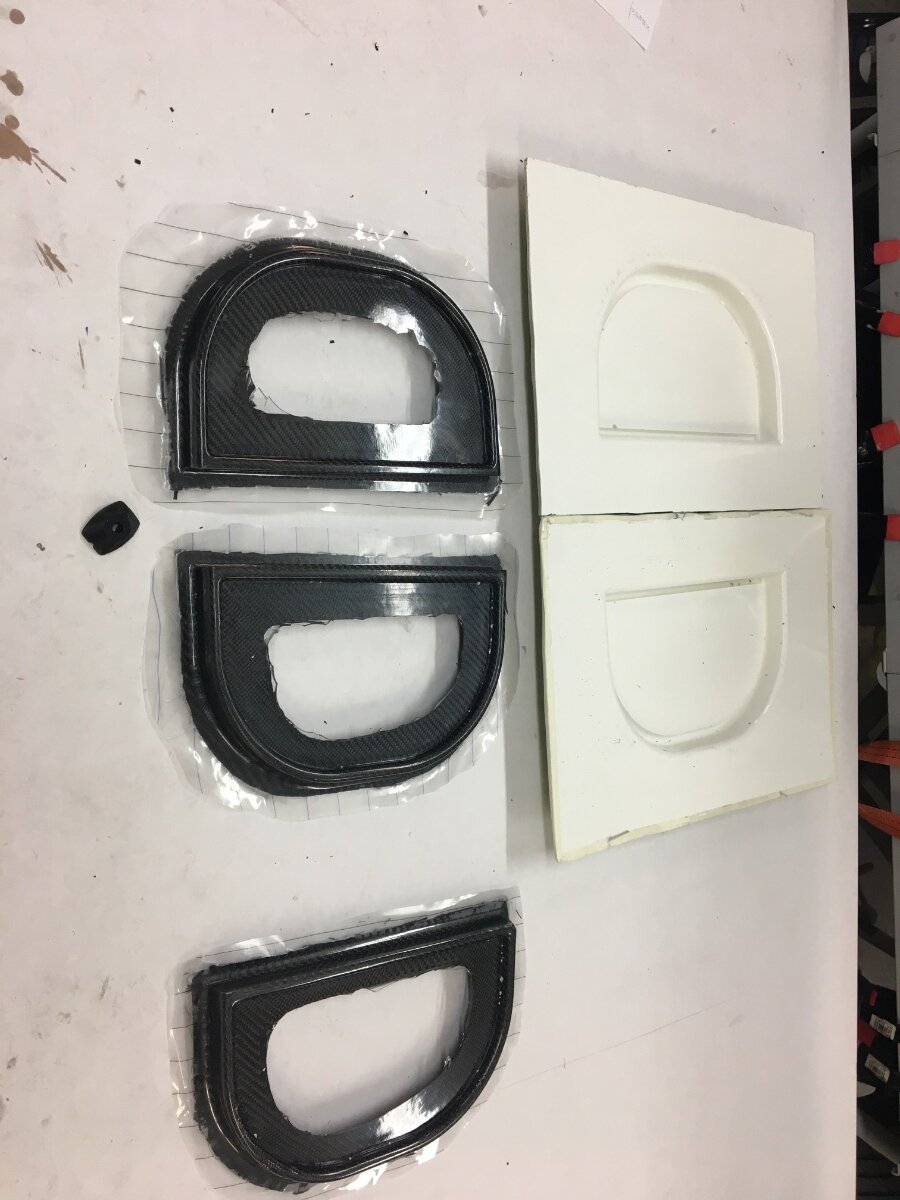
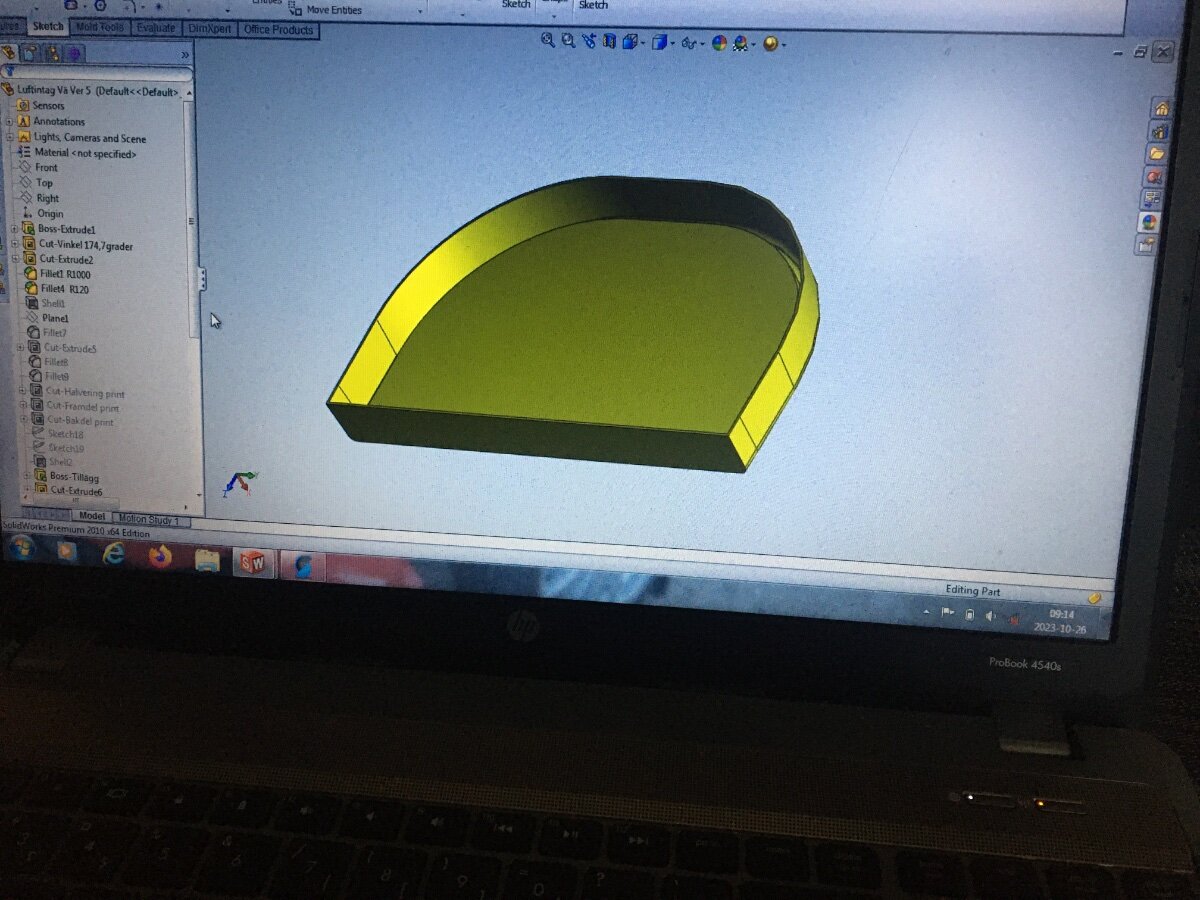
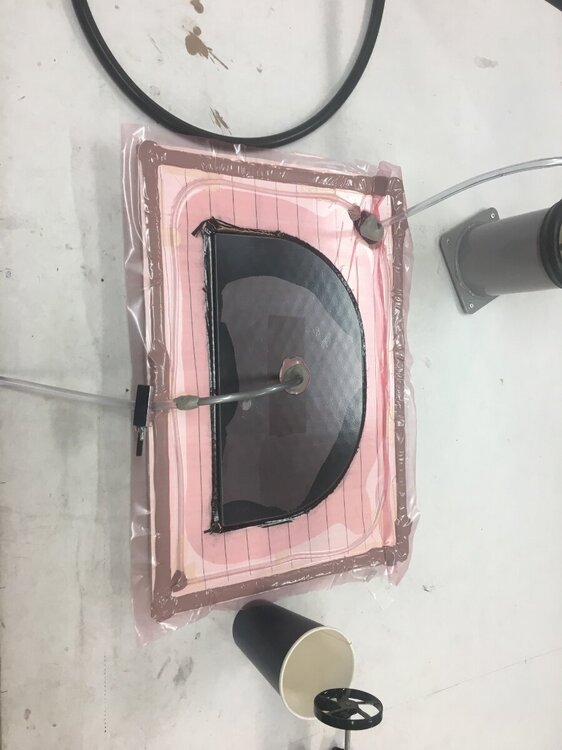
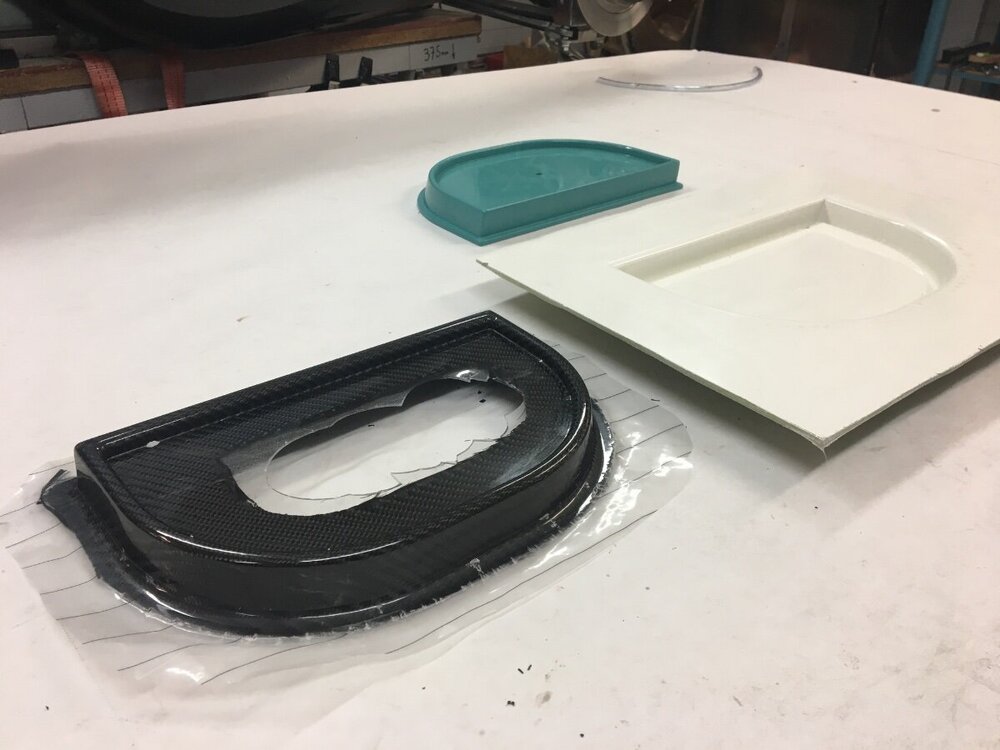
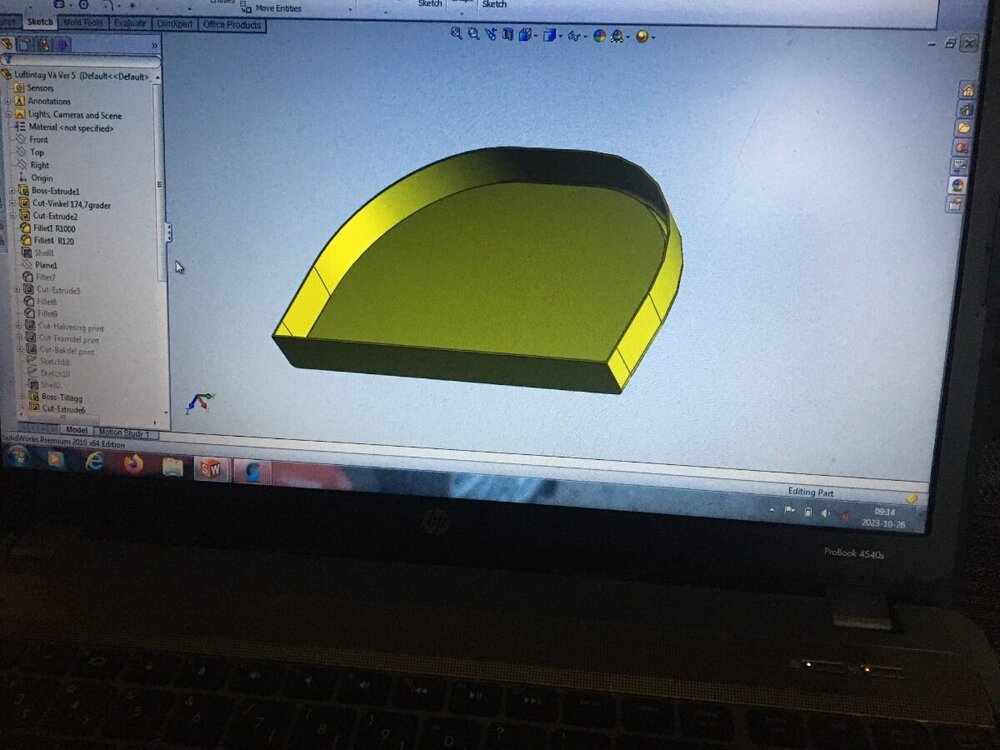
De senaste dagarna har jag arbetat med att försöka tillverka gjutformar till sidepod-nos, tanken är att tillverka de separat och sedan limma dem på sidepod. Jag fick lägga en hel del tid på att CADa modellerna och 3D printa ut delarna till gjutform, de liknar till stora delar ett plastinjeceringsverktyg. Tanken är lägga väven på hondelen för att sedan pressa ner väven med handelen och sedan suga in epoxi under vacuum i mellanrummet där väven ligger. Nu har jag inte kommit riktigt så lång eftersom det strular lite. Jag tog genväg när jag förberedde den 3D printade pluggen , mattade ner ytan och sprutade på grundfärg, putsade till ytan lite och la på släpvax direkt. Jag sprutade inte på en blank lack efter grundfärg vilket var ett misstag. När jag hade gjutit formen av gelcoat och glasfiber/polyester ville inte pluggen släppa från formen, genväg är senväg. Jag få printa en ny plugg och förbereda den bättre med grundfärg och topplack.


-
Jag hann göra 4st vinkelprofiler sedan tog kolfibern slut, ska beställa nytt men det var några andra grejer som var slut i laget så det dröjer ett par veckor innan jag är igång med det igen. Får försöka hitta på något annat.

-
Jag tar en liten paus i allt slipande som jag har gjort ett tag. Istället gjuter jag vinkelprofiler som ska va till sidepod/luftintagen på sidorna, de ska limmas fast å sedan ska hela sidepod skruvas fast på ramen. Jag göt en vinkelprofil för ganska länge sedan men till den använde jag glasfiber/epoxi men det var nog inte så smart då glasfiber har en annan utvidningskoefficient än kolfiber så nu tillverkar jag alla vinklarna i kolfiber/epoxi.

-
Kul att du kommit så långt 💪 Ska bli intressant å se hur du kommer lägga kolfiber vid "gälarna"
-
Vet inte hur jag tänkte när jag gjorde denna till sittbrunnen, det är så gott som omöjligt att göra 90 grader skarpa vinklar. Så jag kompletterar med ”förlängningar” bak och fram så jag kan gå fram med kolfiber förbi där vinkeln ska vara. Får sedan kapa den där vinkeln ska va och sedan limma in en vägg.

-
Nej, jag har ingen erfarenhet av torrsump bara vanligt ingenjörsmässigt sunt förnuft. Du måste skaffa anslutningarna på ett eller annat sätt, enklast är givetsvis att köpa dem från PRC men om de är väldigt dyra kan man ialla fall få reda på storleken på AN anslutningarna på sug respektive trycksidan. Med den informationen och bilderna och måtten på hålen i pumpen är det inte särskild svårt att rita upp dem för tillverkning i Sverige. Ett rimligt kompispris per styck kan va 500kr för tillverkningen
-
Ingen styråtergång Haynes roadster/seven
Göran Nilsson replied to Zepp71's topic in Upphängning & styrning
Köp bladmässning, finns i olika tjocklekar, klipp själv till önskat utseende. -
SWEDOL har gummi du behöver. Finns i olika utföranden https://www.swedol.se/vibrationsdampare-typ-a-pg-1007218.html
-
Utan erfarenhet av dessa pumpar så tolkar jag det jag ser på bilderna att du måste skaffa de speciella PRC anslutningarna till pumpen, kontakt PRC.
-
Ibland måste man bara reflektera över vad man har åstadkommit senaste tiden, det ger energi att fortsätta att göra en del tråkiga jobb, typ slipa 🤪

-
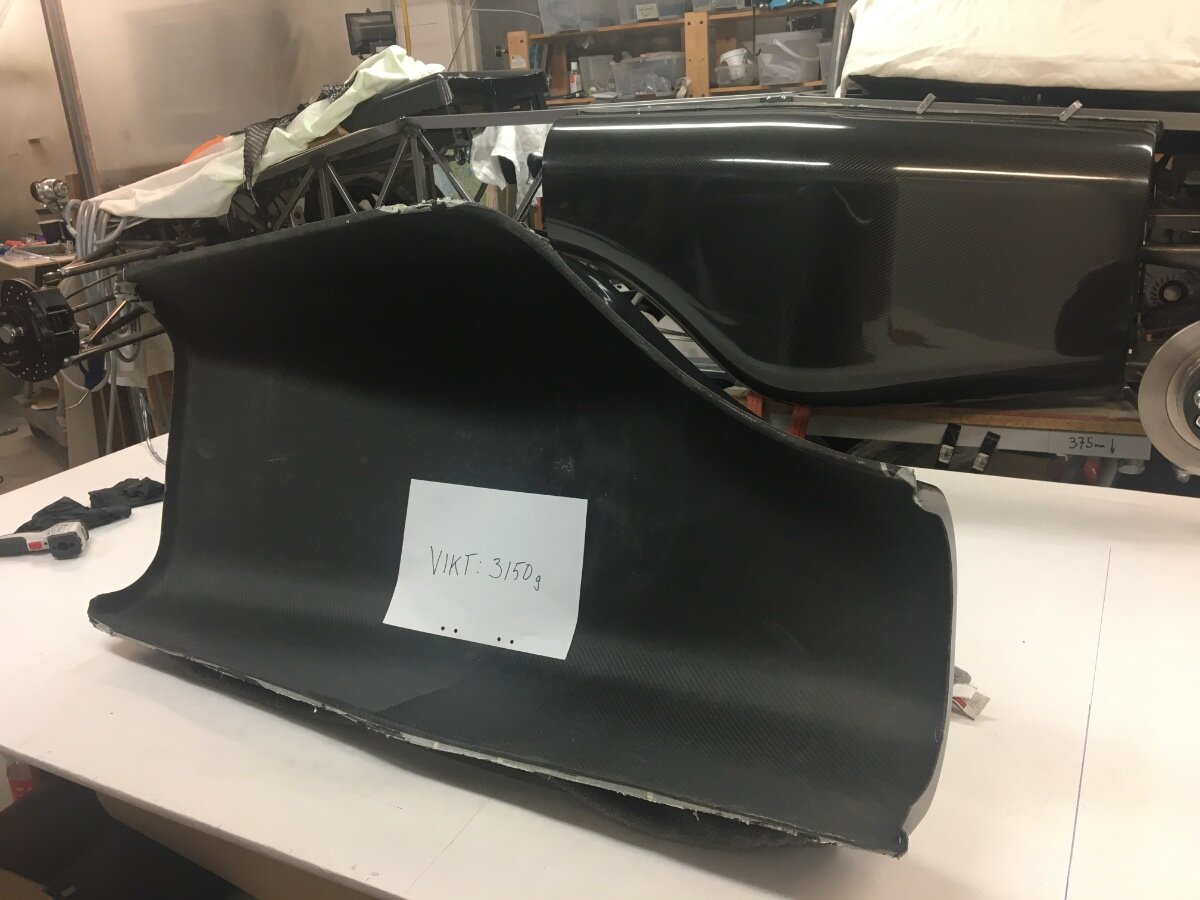
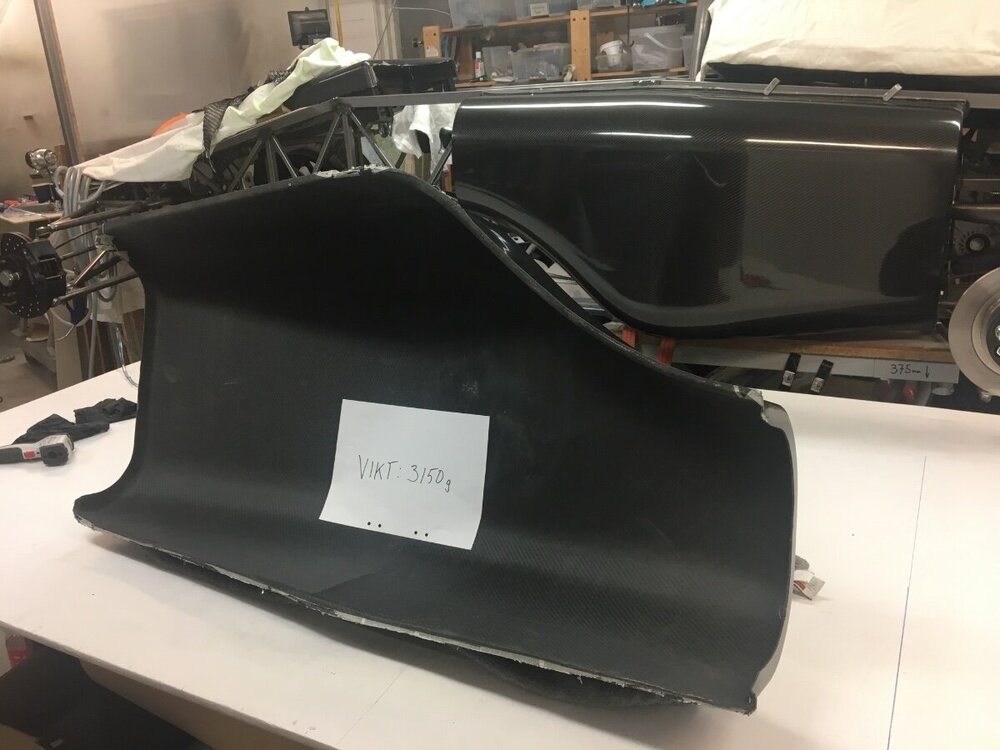
Tackar 🙏 Här kommer lite info om just denna sidepoden - Vikt 3150g just nu, det tillkommer en del fästelement senare. Vikt enligt CADmodell 3500g. - godstjocklek 1,7mm - summerad kostnad allt material inkl spill 2745kr med en kurs på 11,60 mot 🇪🇺.
-
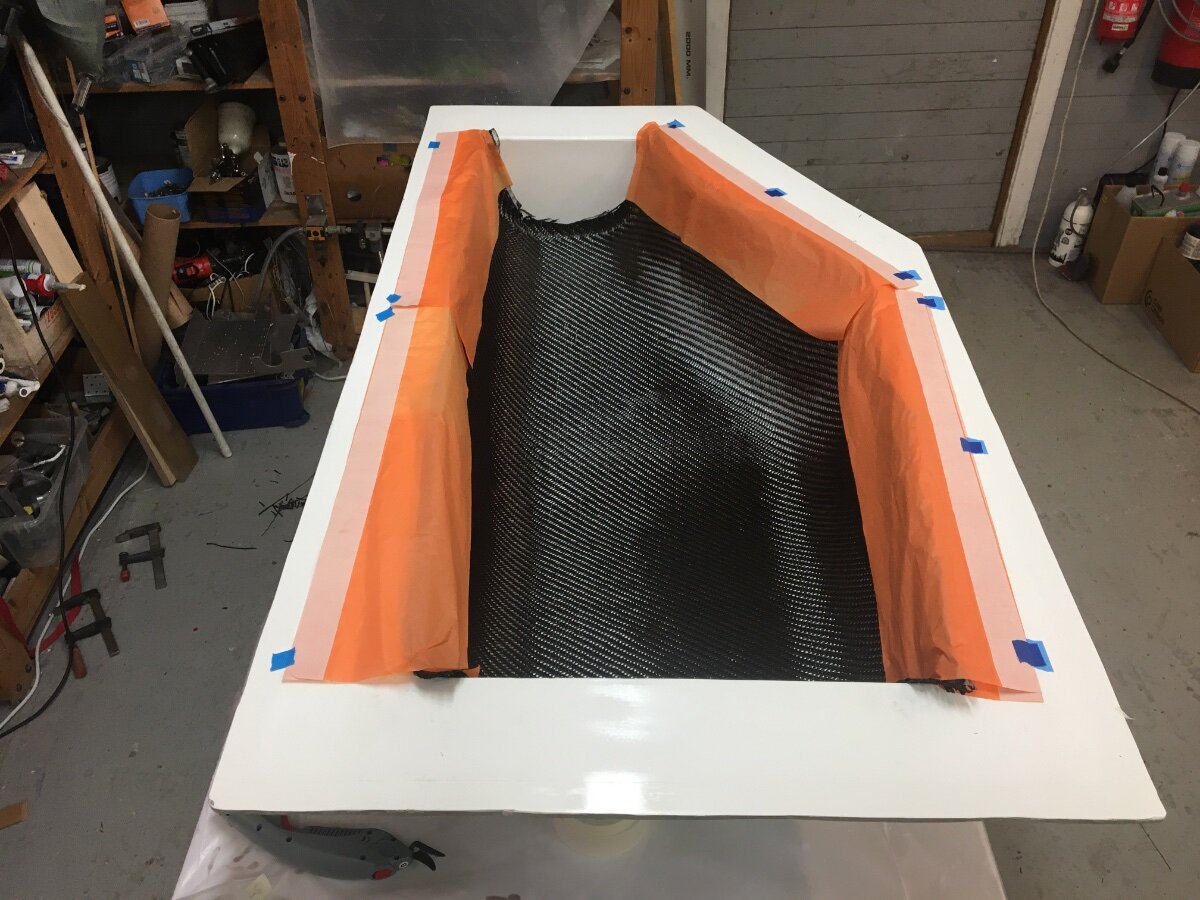
Senaste veckan har jag gjutit den andra sidepoden. Med fem lager kolfiber, avrivingsväv, nät och påse tar din sin lilla tid att lägga in allt i formen och man måste vara väldigt noggrann i varje moment om allt ska bli bra. Jag var inte lika nervös när jag öppnade kranen till epoxin denna gången. Efter två dygn i formen tog jag ut delen och den blev lika fin som förra sidepoden. 😀😀😀 Så nu kan jag ge mej på nästa del som är sargen/ramen runt sittbrunnen.


-
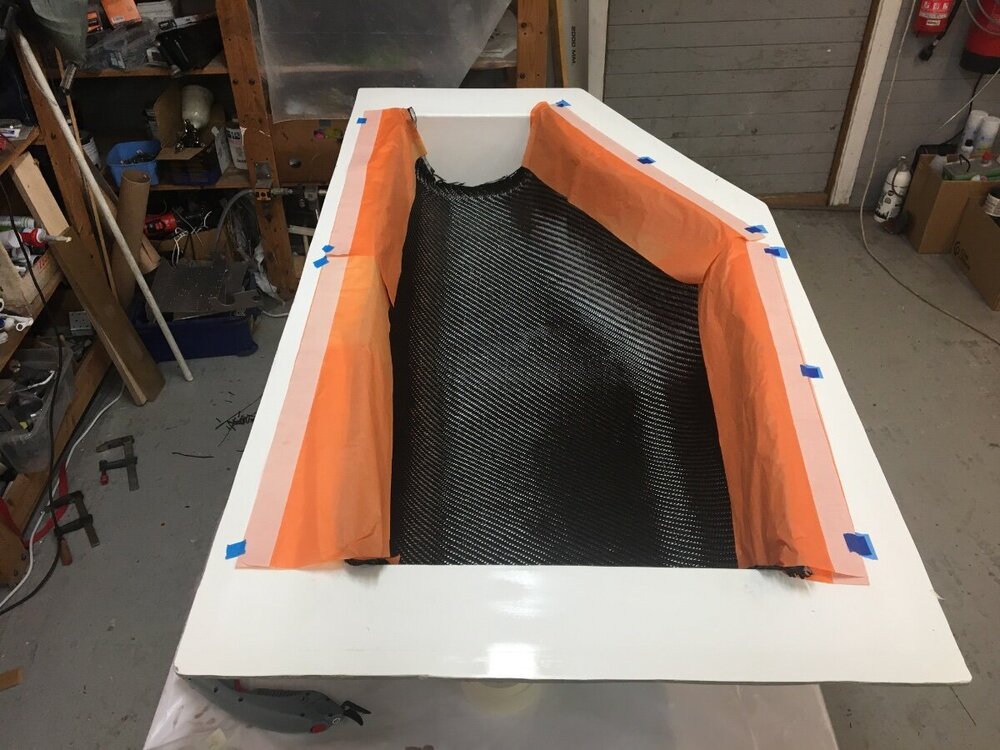
Jag började förbereda sidepod formarna för nästan en månad sedan men har inte gjutit första delen förren nu. Det kom lite andra grejer emellan, bland annat fick jag tag i en annan växellåda som jag har letat efter länge till min Vstorm. En hel del arbete med den , blästra, lackera, bygga om från 4wd till 2WD. Denna lådan är tätstegad och med en annan slutväxel, vill gärna provköra den innan det blir för kallt. Efter att polerat och vaxat formen sprutade jag klarlack i den. Sedan skulle jag matta ner ytan med 400 papper å upptäckte då att jag hade missat några ställen å där var klarlacken väldigt tunn och lossnade när jag slipade. Jag slet bort all klarlack och vaxade en omgång sedan la jag på nya lager med klarlack. Efter 3dygn slipade jag klarlacken igen. Till denna formen gjorde jag inga mallar till kolfibern, det var enklare att bara mäta längden och klippa av från rullen lägga in i formen och klippa överskottet när kolfibern låg snyggt i formen. Jag la följande lager 1x200g twill. 1x450g twill. 1x390g twill. 1x450g twill. 1x200g twill 2100 gram Epoxi enligt kalkyl. Jag hade svår beslutsångest över vilken vilken sorts flödesnätet jag skulle använda. - standard nät som de flesta använder är ganska styv och oflexibel. - vävd nät är mycket flexibel och lätt att forma men är tunnare. Kommer det vävda nätet transportera epoxin lika bra? Leverantören påstod ”nästan lika bra” å ingen jag var i kontakt med hade provat . Så det var bara att prova och jämföra själv, gjorde en provyta med samma upplägg med kolfiber, ena halvan standard nät och andra halvan vävd nät. Resultatet blev att det vävda nätet var ca 20% ”långsammare” i hastighet, alltså ingen signifikant skillnad. Nästa fråga, var jag skulle lägga slangarna till vacuum och epoxi, efter mycket om och men blev det till slut inlopp i botten på formen och vacuum på bägge långsidorna. Fixade till vacuumpåsen och tryckte fast den på formen, efter en extra omgång press med tummarna på tejpen var påsen 100% tät. Nu blev det nervöst, blandade epoxin och öppnade kranen, epoxin flöt på fint och hela ytan var fyllt på några minuter och jag stängde av inloppet. Men va f.., det var ca 500g epoxi kvar i burken. Formeln för hur mycket epoxi som ska gå åt hade varit bra tidigare så då måste det va ett underskott av epoxi i formen nu. Bära eller brista, så jag öppnade kranen igen och sög in nästan allt på en halvtimme. Det syntes ingen skillnad på ytan efteråt. Jag lät vacuum kranen vara öppen. Efter några timmar såg det ut som att det var luftbubblor i nätet på vissa höga horisontella ytor så jag vände upp och ner på formen. Efter två timmar stängde jag vacuumkranen. Idag hade delen härdat i två dygn, nervöst och spännande, med iver frigjorde jag delen från formen och den ser jättefin ut 😃😃😃. Snart dags att gjuta höger sidepod.




-
Jag har en 78 graders termostat och jag har ställt in ECUn att starta fläkt vid 90 grader i motorn
- 2,020 replies
-
- 1
-

-
- motorbyte #2
- motorbyte 3
- (and 1 more)